This week, we wrap up thermal integration in industrial processes. Thermal integration, also known as pinch analysis, is similar to / same as maximizing exergy recovery. Let’s start by defining these two concepts with the help of Chat.
Pinch analysis is a method of optimizing industrial energy use by identifying where heat from hot process streams can be directly transferred to colder process streams before adding external heating or cooling. The “pinch point” is the thermodynamic bottleneck at which the minimum practical temperature difference between the hot and cold streams occurs, defining the theoretical minimum heating and cooling energy required for the entire process.
Pinch analysis improves the efficiency of thermal Rankine power cycles by gradually cascading heat recovery through feedwater heaters and steam reheat. This is what I studied in graduate school, and if you’d like a trip down my memory lane (you have no choice), see Figure 1. Enjoy!
Figure 1 Rankine Cycle Power Plant with Pinch Design
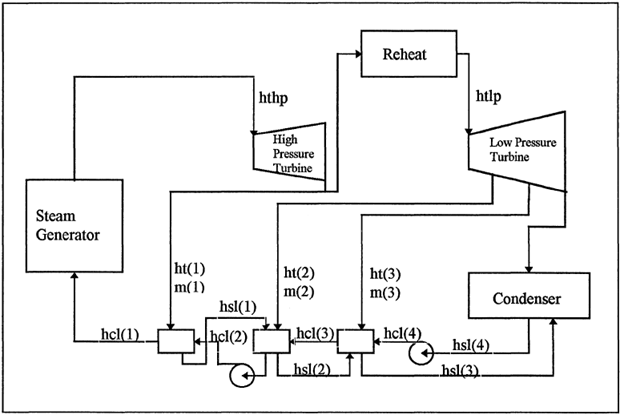
The name of the game in this scenario is to add heat in increasingly small increments, approaching reversibility, which improves efficiency by several percentage points at a cost of millions of dollars for added heat exchangers and plumbing.
Maximizing exergy means matching the quality or usefulness of energy to the requirements of the load so that high-value energy is not wasted on low-value tasks. In practical terms, don’t use 2,000°F combustion gases to make 120°F hot water, don’t use compressed air for cooling or cleaning, and don’t use high-pressure steam when low-temperature hot water will do. The goal is to cascade energy from high-temperature, high-quality uses down to progressively lower-temperature uses before rejecting it to the environment.
In other words, Chat, don’t lift, heat, or cool more than is necessary for the load.
Heat is the End
I mentioned reversibility above. One irreversible thing is that all energy eventually degrades to heat, whether it’s in the brake pads of a car or, eventually, in the regeneration of electricity in an EV when it “brakes.” All electricity ends up as heat, so don’t throw it away! This concept is especially applicable to new construction – a new facility or production line – with a blank slate to design from the ground up, rather than paying for it all, which dings cost effectiveness in a retrofit situation where space requirements and machine room layouts are set.
One example is boiler heat recovery. I already mentioned stack gas economizers to pull extra heat from flue gas to heat nearly anything, preferably offsetting boiler loads, like heating makeup water or service hot water, rather than using higher-temperature steam. I.e., use 400F flue gas waste stream to make 140F hot water rather than using 337F steam at 100 psig. The former is free. The latter is intended for another specified load that requires 337F.
Heat from Refrigeration
I also mentioned SHAC (simultaneous heating and cooling), which is often required continuously, especially in many food processing plants. Refrigeration, by definition, moves heat from low-temperature heat sinks to high-temperature heat sinks. Make sure the high-temperature sink for the refrigeration system is not outdoors while energy is being consumed to make heat elsewhere in the plant.
Years ago, for example, we demonstrated that nearly all the heat required for grocery-store space heating can be captured from the refrigeration system. Yet, grocery stores burn electricity to keep their products cold while simultaneously burning natural gas to heat the space where the refrigerated cases are. This is pure waste, and it’s easy to avoid with an open mind to change. In case you didn’t realize it, when it’s 100F outside, and you’re strolling through the dairy aisle in your local store, that space needs heat because the cases are sucking heat out of the shopper’s space. It’s insane. Every trip to my favorite store, I feel hot air blasting in the cheese aisle. While this post isn’t about grocery or commercial facilities, the same thing, with different loads, is happening in cheese, ice cream, meat processing, frozen food manufacturing, you name it.
Boosting is Okay
One final thing on heat recovery, sometimes waste heat needs to be boosted a little for the load. For example, pasteurization requires the following temperatures and hold times per Chat. A heat waste stream at 140F may be available for this purpose. Rather than dumping that heat, or even using a refrigeration system to operate more efficiently, overall it may be more efficient to make the system work a little harder rather than dumping it “efficiently” and firing up another heat source to meet the load.
- Milk (HTST — High Temperature Short Time): 161°F for 15 seconds
- Milk (LTLT — Low Temperature Long Time): 145°F for 30 minutes
- Ultra-pasteurization: ~280°F for 2–5 seconds
- Juices / beverages: Often 160–185°F
- Beer pasteurization: Often 140–160°F
Summary
Stop and consider, “I need cooling here and heating there, all the time. What can I do about it?” Best practices include:
- Design processes around thermal integration during new construction or additions rather than attempting bolt-on recovery projects later.
- Use heat recovery for the system that is making the heat, if possible – automatically accomplishes #4 below.
- Lay out equipment rooms with heat-rejection and heat-supply systems in proximity.
- Deploy heat recovery where the hours of waste heat match the hours of load.
- Find opportunities for long hours of use to achieve greater savings to fund the necessary heat exchanger and system upgrade costs.
- Minimize unnecessary temperature lift in heat pumps, refrigeration systems, and process heating applications.
- Recover heat as close to the source as possible before it is diluted by ambient air, exhaust streams, or cooling systems.
- Cascade heat from high-temperature loads to medium- and low-temperature loads before rejecting it to the atmosphere.